Эффективность шлифования при обеспечении требуемого качества обработки является одной из главных задач в области абразивной обработки. Эффективность шлифовальных операций в значительной степени зависит от правильного выбора характеристики абразивного инструмента.
Вид продукции
Полезная информация

Выбор характеристик абразивного инструмента

Классификация абразивных материалов
Абразивные материалы разделяются на два класса: искусственные (синтетические) и естественные. К искусственным абразивным материалам относятся электрокорундовые абразивные материалы, электрокорунды (нормальный, белый и легированные), монокорунд; спеченные корунды (формокорунды), SG-абразивы; карбидокремниевые абразивные материалы—карбиды кремния зеленый и черный; карбид бора; синтетические алмазы и материалы на основе кубического нитрида бора (эльбор, гексанит, кубонит и другие марки), выделяющиеся в самостоятельную группу абразивных материалов, называемую сверхтвердыми материалами.

Электрокорундовые абразивные материалы
Наиболее многочисленной и наиболее используемой группой абразивных материалов являются электрокорундовые абразивные материалы и спеченные корунды, которые по химическому составу состоят в основном из окиси алюминия и сопутствующих примесей. В состав легированных корундов входят легирующие добавки, специально вводимые в процессе производства для повышения или придания им специальных физико-механических свойств.
По основным видам электрокорундовые материалы имеют классифицируются следующим образом:

Карбидкремниевые абразивные материалы
Карбид кремния как абразивный материал содержит 98,5 % и более SiC, кристаллизующегося в основном в гексогональной структуре α -SiC. Карбид кремния существует в двух кристаллических формах: β-SiC (кубическая структура, кристаллизуется при 1500— 16500C, устойчива до 18000C) α-SiC (гексагональная структура, кристаллизуется при 1800—20000C, устойчива до 2300 0C). При температуре 1900—23000 C происходит перекристаллизация β-формы в α-форму.
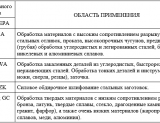
Выбор марки абразивного материала в зависимости от области применения.
Из общемировой практики известно, что абразивные инструменты из электрокорунда нормального используются при обработке материалов с высоким сопротивлением разрыву (обдирка стальных отливок, поковок, проката, сталистых высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном и закаленном виде и т.п.) в основном на органических связках. На керамической связке круги из нормального электрокорунда имеют низкие эксплуатационные показатели и склонность к прижогам.

Зернистость абразивного инструмента
Одним из ключевых эксплуатационных параметров абразивного материала является его зернистость, которая регламентирует требования к крупности абразивного материала.

Связывание абразивного инструмента
Задача связки сформировать и удержать шлифовальный материал в форме круга (сегмента, бруска). Любая связка является балластом и мешает процессу шлифования, т. к. режущим инструментом является только абразивный материал. Но без связующего вещества создать абразивный инструмент фиксированной геометрической формы невозможно.

Твердость абразивного инструмента
Твёрдость абразивного инструмента понятие крайне относительное и интерпретируется по-разному. Физический смысл: твёрдость означает сопротивление, с помощью которого связующее вещество препятствует выпадению абразивных зёрен из шлифовального круга или другого абразивного инструмента.

Структура абразивного инструмента
Под структурой принято понимать соотношение объёмов шлифматериала, связки и пор в абразивном инструменте. Структура абразивного инструмента характеризуется содержанием абразивного материала в единице его объема, выраженным в процентах.
VЗ + VС + VП = 100 %,
где VЗ - объем зерна, VС - объем связки, VП -объем пор.
Определяющим параметром структуры является объем VЗ.

Параметры обработки, влияющие на выбор абразивного материала. Обрабатываемый материал
Чтобы уточнить рекомендации по выбору абразивного инструмента необходимо учитывать следующие параметры обработки:
- характеристика обрабатываемого материала (хим.состав, физико-механические свойства и т.д.)
- геометрические параметры и форма шлифуемой поверхности (сплошная, прерывистая), точность обработки
- припуск на обработку, исходное состояние шлифуемой поверхности (в т.ч. шероховатость), требуемое качество обработки
- тип станка и его параметры
- условия обработки (скорость круга и изделия, тип и диапазон подач, охлаждение и т.д.)
Мы всегда рады Вам помочь!
Отправить запрос
Публикации
02 февраля 2016
Технический прогресс в машиностроении характеризуется быстро возрастающими требованиями к...
Подробнее